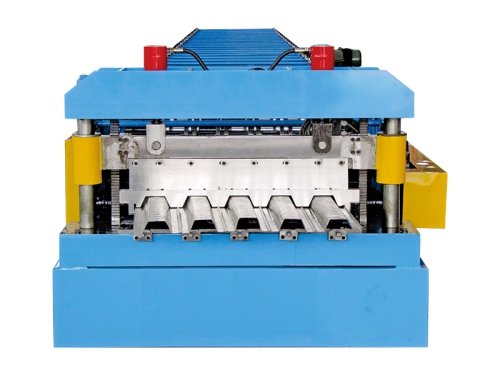
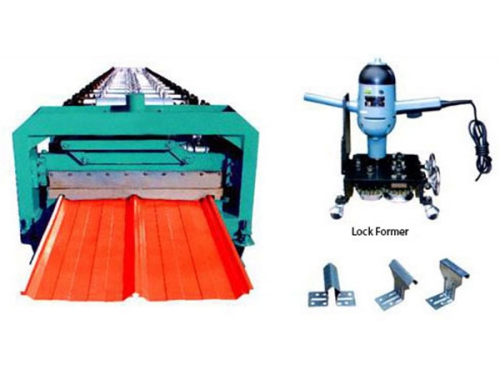
Profileuse de glissière de sécurité


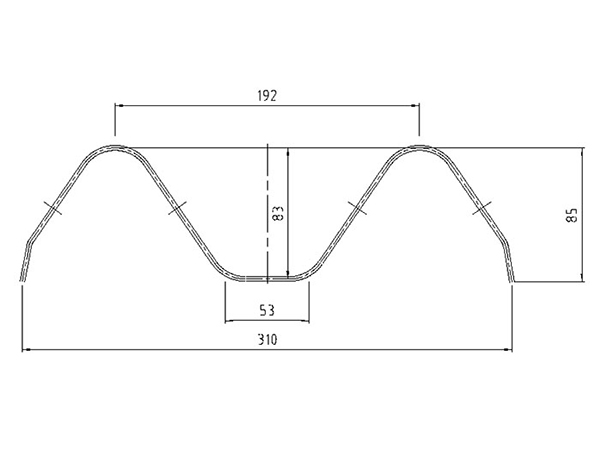
- Spécifications du matériel des rouleaux: Largeur: 480 mm; Epaisseur: 3-4mm; Tôle d'acier galvanisé Q235A
- Vitesse de travail: 10-12m/min
- Etapes des rouleaux: 13 étapes de rouleaux principaux et 7 étapes de rouleaux d’aplatissement.
- Matériel de rouleau: Acier pour roulements GCr15, trempé, HRC58℃-62℃
- Matériel de l'arbre principal: Acier supérieur 45#, trempé
- Diamètre de la tige principale: ¢85mm
- Puissance du moteur principal: 35kw
- Transmission: Entraînement par chaîne double rangée
- Structure de la machine de formage: Plaque de plâtre
- Puissance du moteur d’aplatissement: 2,2kw
- Puissance du moteur hydraulique: 11kw, pression: 20Mpa
- Matériel de poinçonnage et moule de coupe: Cr12
- Traitement thermique de la lame de coupe: HRC58℃-60℃
- Méthode de poinçonnage et de découpe: Entraînement hydraulique, poinçonnage à panneau plat, coupe après laminage.
- Système de commande électrique: La machine adopte le système de contrôle de fréquence PLC, erreur de coupe à longueur ≤ ± 2mm
- Dimensions de la machine: 13500mm×2700mm×1600mm
Configuration de l'équipement
Dispositif d'alimentation manuelle (capacité 3t), appareil de transmission, dispositif de nivellement, appareil avant poinçonnage (2 jeux), machine principale et rouleau (y compris la table de guidage), Dispositif de coupe (après laminage), système hydraulique, système de contrôle électrique, table de sortie, etc.
Processus de production
Déroulement manuel → Guidage & Correction → Dispositif d'aplatissement des sept rouleaux → Poinçonnage de panneau plat → Profilage → Coupe après laminage → Produit fini

- Dispositif d'alimentation de matériel
- Rouleau entraîneur
- Dispositif de nivellement
- Galet Rouleau entraîneur
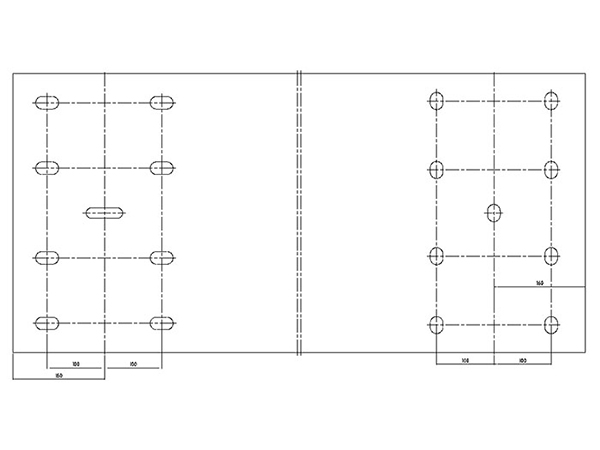
- Trou de poinçonnage horizontal
- Trou de poinçonnage vertical
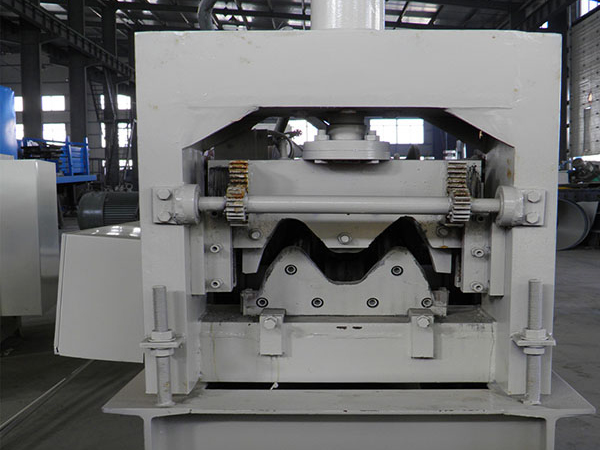
- Machine de formage
- Machine de coupe
- Système hydraulique
- Système de contrôle PLC
- Dispositif de décharge
Commentaires
Autres produits